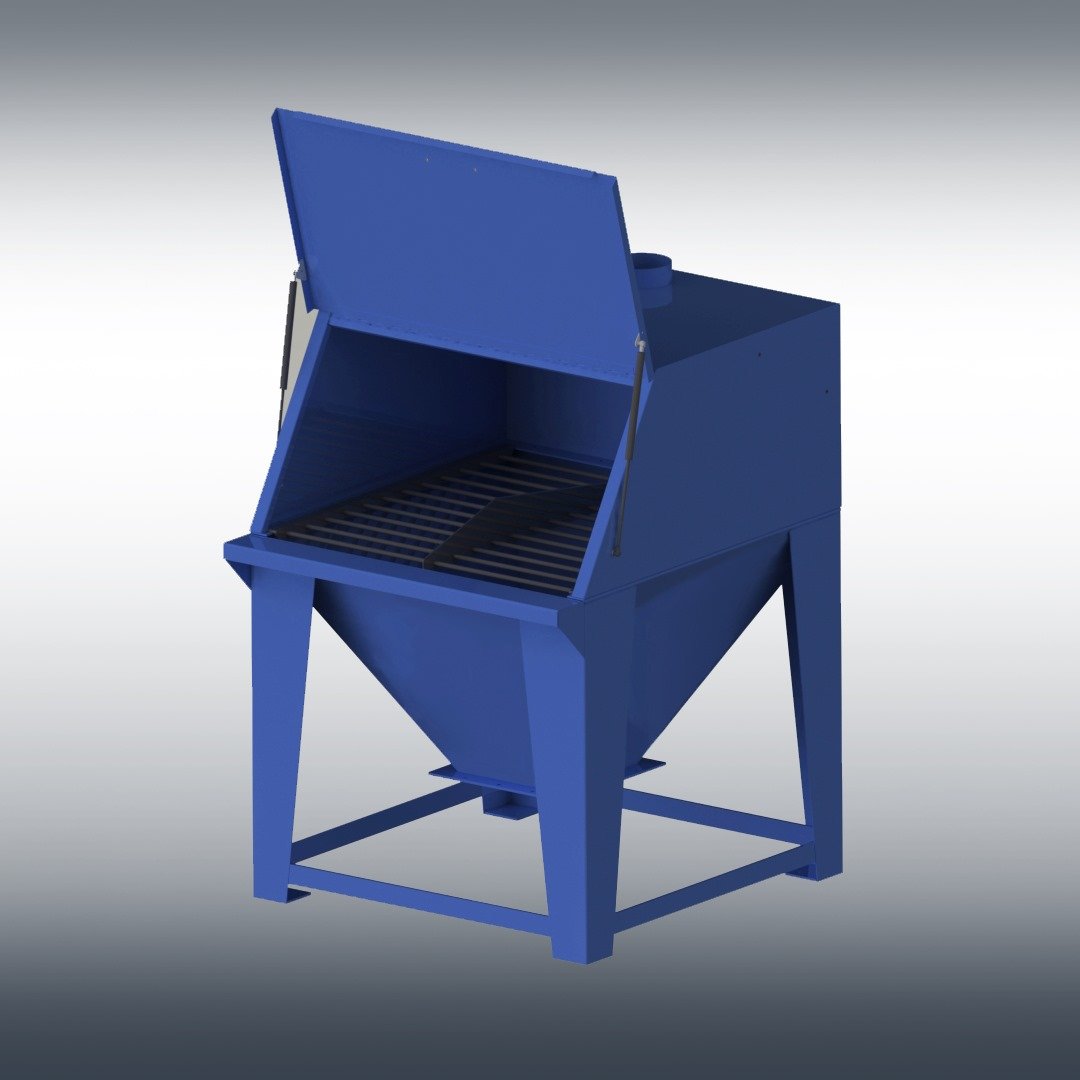
Bag Discharge Unit The most critical stage of the raw material intake process in industrial facilities is the incorporation of the material into the system without causing environmental harm and with no loss. The SRD Machine Bag Discharge Unit offers a high-performance and ergonomic solution, particularly for the transfer of bulk materials with high dust density into the system.
Dust-Free, Safe and Efficient Raw Material Management
Operating Principle
The system begins when the operator places the sack or kraft bag onto the unit’s hopper opening. The process proceeds as follows:
Discharge: The material from the bag, opened by the operator, flows into the hopper by gravity.
Dust Filtration: Dust particles released during discharge are drawn into the dust collection filter via the integrated fan system.
Recovery: Instead of being disposed of, the filtered dust is automatically returned to the hopper; thus, raw material loss is reduced to zero.
Discharge: Whilst clean air is released into the atmosphere, the material in the bunker is transferred to the next production stage (mixer, packaging, etc.) via an airlock, screw conveyor or dosing units.