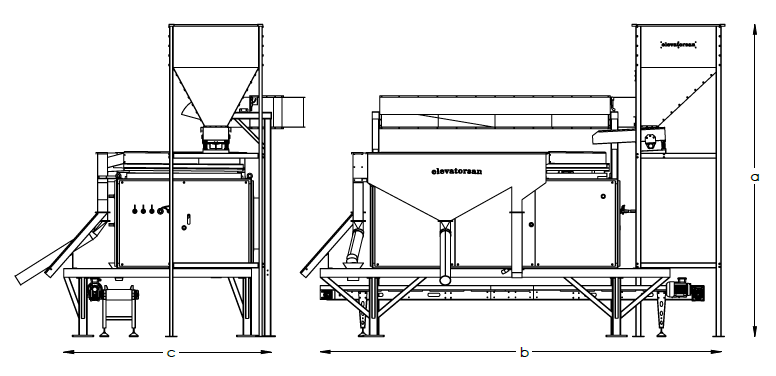
Gravity Separator; a machine that separates weak, insect-damaged, hollow, moisture-depleted or damaged light grains based on differences in specific gravity, thereby significantly improving the purity of the processed batch and the germination rate of the seed.
Working Principle: The raw material, transported to the upper holding silo via an elevator, is evenly distributed onto the specially designed screening table, which forms the heart of the machine. The speed of the high-frequency vibration applied to the table is precisely controlled by inverter-based speed control devices. Depending on the type of product and its flow characteristics, the precise inclination angles of the table in the left-right and front-back directions can be easily adjusted by the operator via the integrated hydraulic system.
Through the combination of the table’s mechanical vibration and the controlled airflow blown from below, the products stratify according to their density on the fluidised bed. While high-quality seeds, which are heavy and plump, move in the direction of the table’s incline; lightweight grains that are hollow, spindly or deformed—despite being the same size as the product—remain in the upper layer due to the buoyancy of the air and are directed to a separate discharge chute, thereby being separated from the main product with 100% accuracy.